








塑膠雷射焊接工藝方法
隨著新型資料加工技術的發展,塑膠產品正因其質量輕、耐腐蝕、絕緣性好和成型加工性能優良等特性,已經大量取代金屬和陶瓷等傳統資料,廣泛應用於航空、船舶、汽車、醫療器具、食品包裝以及日用化工等領域。 塑膠件連接工藝的好壞對塑膠產品的廣泛應用有著重大的意義。
一、塑膠雷射焊接裝置
塑膠雷射焊接裝置主要包括雷射器、焊接頭和焊接夾具。 雷射器的選擇主要根據塑膠資料特點來選擇。 大部分塑膠都是選擇透過率高的波長為808nm~1100nm雷射器,焊接完全透明資料時需要在原材料中添加雷射吸收劑或零件表面塗雷射吸收劑促進雷射的吸收。 透明醫療資料則選擇雷射吸收率高的波長為1710nm或1940nm的雷射器。
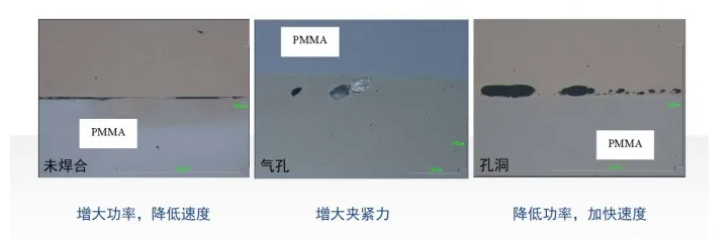
那麼塑膠焊接後會產生哪些缺陷呢? 焊接缺陷一般包括未焊合、氣孔和孔洞,下圖是焊縫的縱截面形貌,左圖可以看到上下兩層資料中間有黑色未焊合區域,那麼可以新增功率或降低焊接速度來避免這種缺陷,中間這幅圖可以看出存在氣孔,可以新增焊接夾緊力來消除缺陷; 右圖黑色部位為焊接孔洞,這是能量密度高造成的,囙此可以降低功率,新增焊接速度。
二、塑膠雷射焊接行業應用及發展趨勢
塑膠雷射焊接現時主要應用在汽車、家電、消費電子以及醫療行業。 基於雷射塑膠焊接對塑膠資料的光學特性要求,未來的行業發展趨勢將在新型塑膠資料的開發方面——包括黑色透光資料的開發,而塑膠焊接的雷射器研發主要致力醫療行業雷射器的開發。
一、塑膠雷射焊接裝置
塑膠雷射焊接裝置主要包括雷射器、焊接頭和焊接夾具。 雷射器的選擇主要根據塑膠資料特點來選擇。 大部分塑膠都是選擇透過率高的波長為808nm~1100nm雷射器,焊接完全透明資料時需要在原材料中添加雷射吸收劑或零件表面塗雷射吸收劑促進雷射的吸收。 透明醫療資料則選擇雷射吸收率高的波長為1710nm或1940nm的雷射器。
那麼塑膠焊接後會產生哪些缺陷呢? 焊接缺陷一般包括未焊合、氣孔和孔洞,下圖是焊縫的縱截面形貌,左圖可以看到上下兩層資料中間有黑色未焊合區域,那麼可以新增功率或降低焊接速度來避免這種缺陷,中間這幅圖可以看出存在氣孔,可以新增焊接夾緊力來消除缺陷; 右圖黑色部位為焊接孔洞,這是能量密度高造成的,囙此可以降低功率,新增焊接速度。
二、塑膠雷射焊接行業應用及發展趨勢
塑膠雷射焊接現時主要應用在汽車、家電、消費電子以及醫療行業。 基於雷射塑膠焊接對塑膠資料的光學特性要求,未來的行業發展趨勢將在新型塑膠資料的開發方面——包括黑色透光資料的開發,而塑膠焊接的雷射器研發主要致力醫療行業雷射器的開發。