








幾種金屬材料的雷射深雕工藝參數
通過工藝參數表,我們可以看出有較多參數對最終的深雕效果產生影響,我們通過控制變數法來尋找各個工藝參數對效果影響的過程,現一一給大家揭曉。

如圖1所示,我們可以得到以下關於使用RFL-100M在不同金屬材料進行深雕時,不同的離焦量對應的最大深度。 通過以上數據得出在金屬表面進行深雕需要一定離焦量才能得到最佳的雕刻效果,其中雕刻鋁和黃銅的離焦量為-3mm雕刻不銹鋼和碳鋼的離焦量為-2mm。
01. 離焦量對雕刻深度的影響
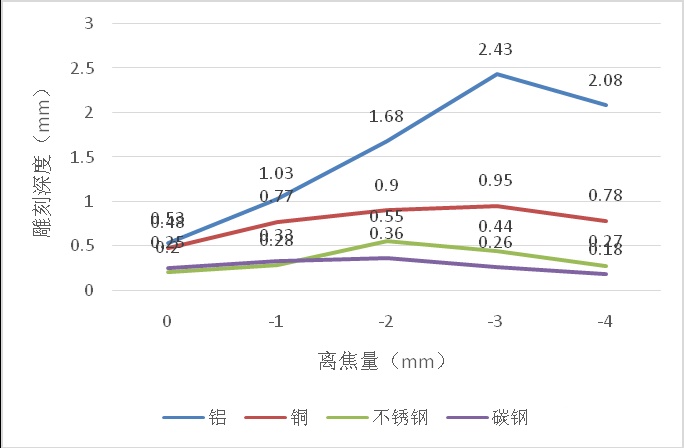
圖2脈衝寬度對雕刻深度的影響對比圖
通過上述試驗得出RFL-100M在不同資料深雕時的最佳離焦量,使用最佳離焦量,改變初始參數中的脈寬和對應頻率,其他參數不變。 這主要由於RFL-100M雷射器的每個脈寬都有對應的基頻頻率,當低於對應的基頻頻率時輸出功率低於平均功率,當頻率高於對應基頻頻率時峰值功率會降低,而雕刻試驗需要使用脈寬最大、能力最大進行測試,所以試驗頻率為基頻頻率,相關試驗數據在後面試驗中會進行詳細表述。 每個脈寬對應的基頻頻率為:240ns,10kHz、160ns,105kHz、130ns,119kHz、100ns,144kHz、58ns,179kHz、40ns,245kHz、20ns,490kHz、10ns,999kHz。 通過以上脈衝和頻率進行雕刻試驗,試驗結果如圖2所示
通過上述試驗得出RFL-100M在不同資料雕刻時的最佳離焦量和脈寬,使用最佳離焦量和脈寬保持不變,改變頻率,測試不同頻率對雕刻深度的影響,試驗結果如圖3所示。
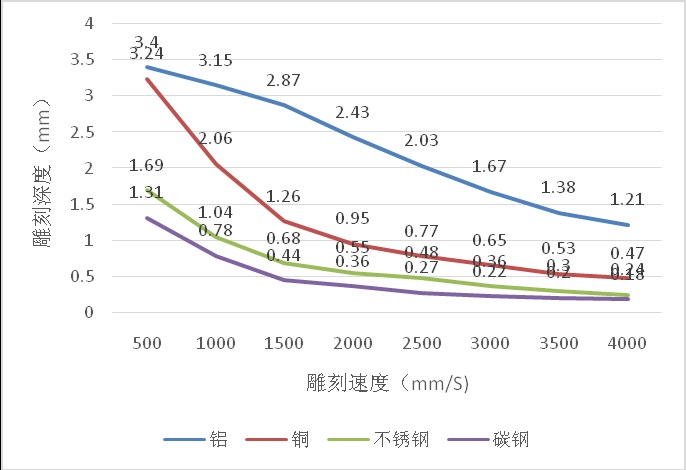
圖3頻率對資料深雕的影響對比圖
從圖表中可以看出隨著雕刻速度的新增雕刻深度相應的减小,雕刻速度為500mm/s時各資料雕刻深度均最大,雕刻鋁,銅,不銹鋼和碳鋼的最大深度分別為:3.4mm、3.24mm、1.69mm、1.31mm。
如圖1所示,我們可以得到以下關於使用RFL-100M在不同金屬材料進行深雕時,不同的離焦量對應的最大深度。 通過以上數據得出在金屬表面進行深雕需要一定離焦量才能得到最佳的雕刻效果,其中雕刻鋁和黃銅的離焦量為-3mm雕刻不銹鋼和碳鋼的離焦量為-2mm。
01. 離焦量對雕刻深度的影響
圖2脈衝寬度對雕刻深度的影響對比圖
通過上述試驗得出RFL-100M在不同資料深雕時的最佳離焦量,使用最佳離焦量,改變初始參數中的脈寬和對應頻率,其他參數不變。 這主要由於RFL-100M雷射器的每個脈寬都有對應的基頻頻率,當低於對應的基頻頻率時輸出功率低於平均功率,當頻率高於對應基頻頻率時峰值功率會降低,而雕刻試驗需要使用脈寬最大、能力最大進行測試,所以試驗頻率為基頻頻率,相關試驗數據在後面試驗中會進行詳細表述。 每個脈寬對應的基頻頻率為:240ns,10kHz、160ns,105kHz、130ns,119kHz、100ns,144kHz、58ns,179kHz、40ns,245kHz、20ns,490kHz、10ns,999kHz。 通過以上脈衝和頻率進行雕刻試驗,試驗結果如圖2所示
通過上述試驗得出RFL-100M在不同資料雕刻時的最佳離焦量和脈寬,使用最佳離焦量和脈寬保持不變,改變頻率,測試不同頻率對雕刻深度的影響,試驗結果如圖3所示。
圖3頻率對資料深雕的影響對比圖
從圖表中可以看出隨著雕刻速度的新增雕刻深度相應的减小,雕刻速度為500mm/s時各資料雕刻深度均最大,雕刻鋁,銅,不銹鋼和碳鋼的最大深度分別為:3.4mm、3.24mm、1.69mm、1.31mm。