








雷射塑膠焊接方法介紹
近幾年,隨著科技的不斷陞級,塑膠的雷射焊接在未來增長的趨勢逐步顯現。 前些年,雷射有些科技沒有突破,而且雷射器價格比較高,相比傳統焊接,一次性投入較大,可能不是很快產生效益。 但是現在雷射的經濟優勢就凸顯出來了,塑膠的雷射焊接,它可以降低設計人員對產品的設計難度。
塑膠雷射焊接應用管道和金屬焊接不太一樣,包含同步焊接以及照射掩膜焊接,下麵做簡單介紹。
掃描焊接
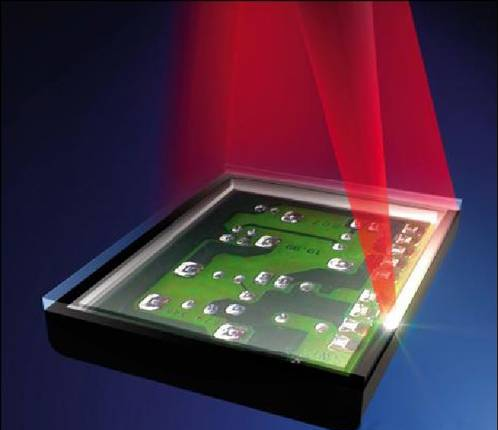
掃描焊接又稱准同步焊接,掃描焊接技術綜合了上述順序型周線焊和同步焊接兩種焊接技術。 利用反射鏡產生高速雷射束10米/秒的速度,沿著待焊接的部位移動,使得整個焊接處逐漸發熱並熔合在一起。
准同步焊接應用最廣泛,在汽車汽車配件行業,它是通過裡面XY高頻的振鏡,它的覈心就是對兩種資料塑膠焊接塌陷的控制。 輪廓焊接會產生較大的內應力,這個內應力就會影響到物體的密封性。 而准同步是高速的一種掃描管道,而且配合現在控制,所以它能够有效地消除內應力。
滾壓焊接
滾壓焊接是一種創新性的雷射塑膠焊接工藝,它有多種不同的形式。 主要的滾壓焊接形式有兩種:
第一種是Globo滾珠焊接,雷射鏡頭端部有一個氣墊式玻璃球,這個玻璃球同時起到聚焦雷射以及夾緊塑膠件的作用。 在焊接過程中,Globo鏡頭由運動平臺帶動沿著焊接線滾動完成焊接,整個過程就猶如原子筆寫字一樣簡單。 Globo焊接過程無需複雜的上夾具,只需要製作一個底模支撐產品即可。 Globo滾珠焊接工藝還有一個變種Roller滾筒焊接工藝,區別在於將鏡頭端部的玻璃球改成圓柱狀玻璃桶以得到較寬的雷射線段,Roller滾筒焊接適宜於較寬的焊接的焊接。
第二種是TwinWeld焊接工藝,這種塑膠雷射焊接工藝在鏡頭的端部加裝了一個金屬壓輪,在焊接過程中,壓輪壓住焊接線邊緣進行焊接。 這種塑膠雷射焊接工藝的優點在於金屬壓輪不會產生磨損,有利於規模化生產。 但是壓輪的壓力作用於焊接線邊緣,容易產生力矩,形成各種焊接缺陷。 同時由於鏡頭結構相對較複雜,為焊接程式設計造成一定的困難。

照射掩膜焊接
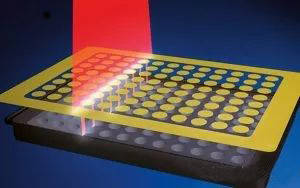
雷射束通過範本進行定位,熔化並粘結塑膠,範本只暴露出下麵塑膠層上面積一個很小的精確的焊接部位,雷射束僅對製品上沒有被掩膜遮住的部分加熱。 使用這種技術可以實現低至10微米的高精度焊接。
借助掩模焊接原理可精確穩固地焊接微流控部件。 通道幾何形狀會保持原樣,避免熔化物流入僅200µm的狹窄通道中。
塑膠雷射焊接應用管道和金屬焊接不太一樣,包含同步焊接以及照射掩膜焊接,下麵做簡單介紹。
掃描焊接
掃描焊接又稱准同步焊接,掃描焊接技術綜合了上述順序型周線焊和同步焊接兩種焊接技術。 利用反射鏡產生高速雷射束10米/秒的速度,沿著待焊接的部位移動,使得整個焊接處逐漸發熱並熔合在一起。
准同步焊接應用最廣泛,在汽車汽車配件行業,它是通過裡面XY高頻的振鏡,它的覈心就是對兩種資料塑膠焊接塌陷的控制。 輪廓焊接會產生較大的內應力,這個內應力就會影響到物體的密封性。 而准同步是高速的一種掃描管道,而且配合現在控制,所以它能够有效地消除內應力。
滾壓焊接
滾壓焊接是一種創新性的雷射塑膠焊接工藝,它有多種不同的形式。 主要的滾壓焊接形式有兩種:
第一種是Globo滾珠焊接,雷射鏡頭端部有一個氣墊式玻璃球,這個玻璃球同時起到聚焦雷射以及夾緊塑膠件的作用。 在焊接過程中,Globo鏡頭由運動平臺帶動沿著焊接線滾動完成焊接,整個過程就猶如原子筆寫字一樣簡單。 Globo焊接過程無需複雜的上夾具,只需要製作一個底模支撐產品即可。 Globo滾珠焊接工藝還有一個變種Roller滾筒焊接工藝,區別在於將鏡頭端部的玻璃球改成圓柱狀玻璃桶以得到較寬的雷射線段,Roller滾筒焊接適宜於較寬的焊接的焊接。
第二種是TwinWeld焊接工藝,這種塑膠雷射焊接工藝在鏡頭的端部加裝了一個金屬壓輪,在焊接過程中,壓輪壓住焊接線邊緣進行焊接。 這種塑膠雷射焊接工藝的優點在於金屬壓輪不會產生磨損,有利於規模化生產。 但是壓輪的壓力作用於焊接線邊緣,容易產生力矩,形成各種焊接缺陷。 同時由於鏡頭結構相對較複雜,為焊接程式設計造成一定的困難。
照射掩膜焊接
雷射束通過範本進行定位,熔化並粘結塑膠,範本只暴露出下麵塑膠層上面積一個很小的精確的焊接部位,雷射束僅對製品上沒有被掩膜遮住的部分加熱。 使用這種技術可以實現低至10微米的高精度焊接。
借助掩模焊接原理可精確穩固地焊接微流控部件。 通道幾何形狀會保持原樣,避免熔化物流入僅200µm的狹窄通道中。