








手工焊接FPC軟板與自動雷射焊錫的優勢
FPC排線的焊點小,現在這種焊接工藝被稱為精密焊接,傳統的焊接方法一般是手工焊接或自動焊錫機,但兩者的速度、工藝和質量都與雷射焊接工藝有很大的不同。 焊接質量的好壞關係到產品的質量。 接下來我們來比較一下手工焊接和鐳射焊接的區別。
手工焊接
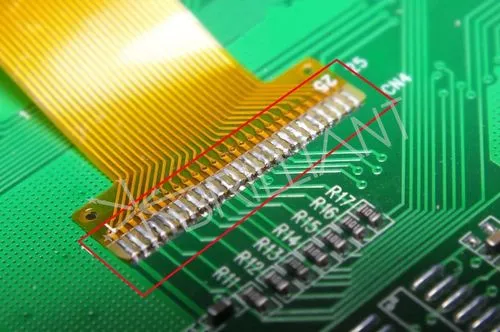
1.在粘貼和對齊FPC和PCB板以前,應檢查PCB焊盤的光滑性和氧化性。 撕下FPC雙面膠,貼在PCB金手指板之上。 請注意,粘貼之後,PCB焊盤必須洩漏約1.0毫米的導線引脚。
2.錫焊:基準時間為1-2秒,必須根據FPC之上的白色標記線進行焊接。 (焊接參攷時間1-2S)主要控制送錫和拖焊的時間和位置:。
送錫拖焊的四個主要控制點:
時間:一般建議拖焊時間按烙鐵頭長度3S計算,約為4~10S。
溫度:二百九十度至三百一十度。
送錫位置:送錫位置最好在烙鐵尖端的下方位置,該位置偏向焊盤。
力度:烙鐵頭與工件的接觸强度:烙鐵頭與工件接觸時要施加一點壓力,原則是不要對FPC金手指造成損傷。
3.焊之後自檢:45度角觀察。 焊完之後,必須花1—2秒自檢,看是否有假焊、連續焊或偏差等缺陷。
雷射焊錫流程:
1、釺料球自動滾噴嘴處,噴嘴卡住未熔化釺料球;
2、噴嘴開始填充氮氣;
3、當氮氣壓力達到預先設定值。 雷射照射開始,釺料球熔化過程開始;
4、釺料球熔化,並在氮氣的壓力噴射出;
5、釺料球接觸到焊盤,形成凸點,焊盤無需預熱。
手工焊接
1.在粘貼和對齊FPC和PCB板以前,應檢查PCB焊盤的光滑性和氧化性。 撕下FPC雙面膠,貼在PCB金手指板之上。 請注意,粘貼之後,PCB焊盤必須洩漏約1.0毫米的導線引脚。
2.錫焊:基準時間為1-2秒,必須根據FPC之上的白色標記線進行焊接。 (焊接參攷時間1-2S)主要控制送錫和拖焊的時間和位置:。
送錫拖焊的四個主要控制點:
時間:一般建議拖焊時間按烙鐵頭長度3S計算,約為4~10S。
溫度:二百九十度至三百一十度。
送錫位置:送錫位置最好在烙鐵尖端的下方位置,該位置偏向焊盤。
力度:烙鐵頭與工件的接觸强度:烙鐵頭與工件接觸時要施加一點壓力,原則是不要對FPC金手指造成損傷。
3.焊之後自檢:45度角觀察。 焊完之後,必須花1—2秒自檢,看是否有假焊、連續焊或偏差等缺陷。
雷射焊錫流程:
1、釺料球自動滾噴嘴處,噴嘴卡住未熔化釺料球;
2、噴嘴開始填充氮氣;
3、當氮氣壓力達到預先設定值。 雷射照射開始,釺料球熔化過程開始;
4、釺料球熔化,並在氮氣的壓力噴射出;
5、釺料球接觸到焊盤,形成凸點,焊盤無需預熱。