








雷射做“錘”三維列印新策略革新“打鐵”工藝
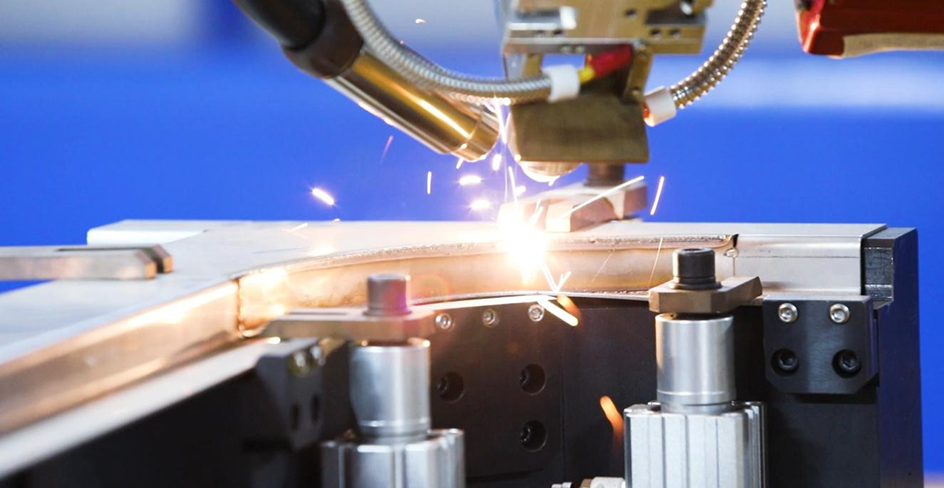
傳統焊接機加工薄板不銹鋼有個很大的難題,薄板不銹鋼由於其導熱係數很小,約束度較小,所以在焊接過程中一旦局部受到加熱和冷卻的作用,就會形成不均勻的應力與應變,焊縫的縱向收縮對不銹鋼薄板的外緣產生一定壓力,傳統焊接機一旦壓力過大就會造成工件的波浪式變形,不但影響美觀還會波及到工件的質量,除此之外還會出現過燒、燒穿的問題。 光纖雷射焊接機的出現解决了這個問題。 鐳射焊接使用高能雷射脈衝在小範圍內局部加熱資料。
金屬雷射焊接機焊接金屬相對於其他焊接機所具有的優勢是適用的範圍廣,可以廣泛應用於不銹鋼、金屬、合金等等同資料焊接,也可以實現不同資料的焊接; 那麼雷射焊接機在焊接超薄資料的有哪些工藝優勢呢?
雷射焊接機在焊接超薄資料的工藝優勢:
1、雷射焊接機易於與電腦數控系統或機械手,機器人配合,實現自動焊接,提高生產效率。
2、雷射加工焊接是無接觸加工,沒有工具損耗和工具調換等問題。 雷射束能量可調,移動速度可調,可以多種焊接加工。
3、雷射焊接可以用電腦進行控制,焊接速度快,功效高,可方便的進行任何複雜形狀的焊接。
4、焊接過程對環境沒有污染,在空氣中可以直接焊接,工藝簡便。
5、焊點小,焊縫窄,整齊美觀,焊後無需處理或只需簡單處理工序。
6、因為光束容易傳輸和控制,又不需要經常更換焊炬、噴嘴,顯著减少停機輔助時間,所以有荷係數和生產效率都高。
7、容易實現自動化,對光束强度與精細定位能進行有效的控制。
以上就是雷射焊接機在焊接超薄資料的工藝優勢,超薄板資料的雷射焊接適宜採用正離焦,在相同離焦量的情况下,正離焦雷射焊得到的焊縫表面比負離焦時要光滑美觀。 對於超薄不銹鋼材料的鐳射焊接,由於資料很薄,很容易汽化穿孔,要想得到一條連續的、無燒穿的焊縫,關鍵是對參數的精確控制。